Our gate valves are designed to meet rigorous industry standards, ensuring performance, safety, and reliability in various fluid control applications. Manufactured according to API 600 standards, our gate valves are optimized for durability and efficiency, making them a preferred choice in critical sectors such as oil and gas, water treatment, chemical processing, and power generation.
Design Standards
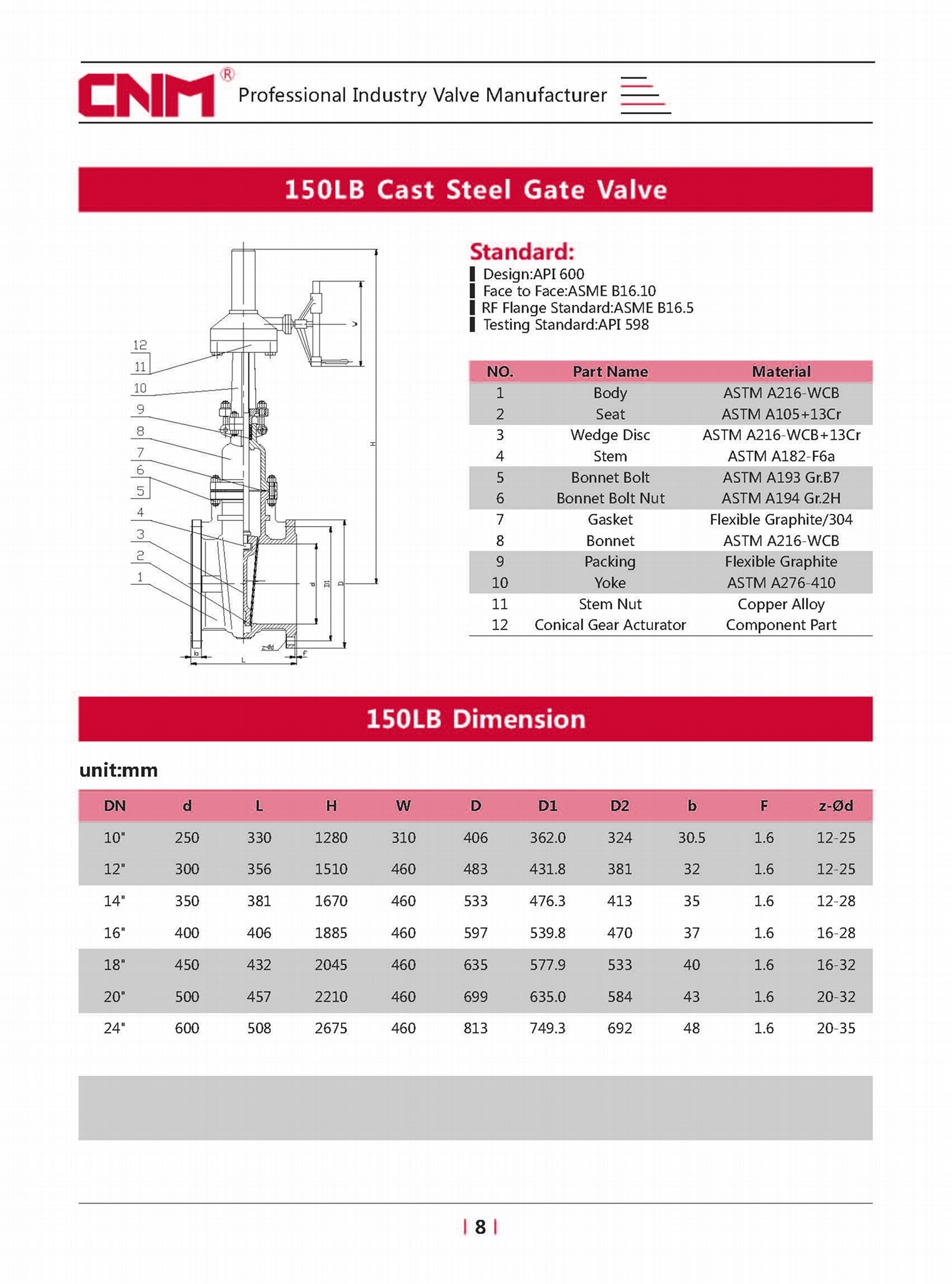
1. API 600 Compliance:
Our gate valves adhere strictly to API 600 design specifications, which stipulate the necessary criteria for gate valves used in the petroleum and natural gas industries. This standard ensures that our valves exhibit superior strength, minimal torque requirements, and long service life, making them suitable for high-pressure environments.
Dimensional Standards
2. Face to Face Specification - ASME B16.10:
Designed according to ASME B16.10 standards, our gate valves feature precise face-to-face dimensions. This standard defines the length of the valve between the two ends (flanged or butt-weld), ensuring easy installation and compatibility with existing piping systems. This attention to detail facilitates efficient workflow and adaptability in various applications.
3. RF Flange Standard - ASME B16.5:
Our gate valves come equipped with raised face (RF) flanges that comply with ASME B16.5 standards. These flanges provide a reliable sealing surface, ensuring leak-proof connections and robust integrity within pipeline systems. The RF design enhances the durability of the connection, accommodating various pressure ratings and temperature ranges.
Testing Standards
4. API 598 Testing Compliance:
All our gate valves undergo rigorous testing in line with API 598 standards. This includes body and seat leakage tests to ensure optimal performance under pressure. By adhering to these testing standards, we guarantee that our valves can withstand harsh operating conditions while maintaining safety and performance standards.
Application Areas
Our gate valves are extensively utilized in a wide range of applications, including but not limited to:
-
Oil and Gas Industry: Essential in managing the flow of crude oil, natural gas, and refined petroleum products, ensuring efficiency in both upstream and downstream operations.
-
Water Supply Systems: Employed in municipal and industrial water supply systems to control flow and distribution effectively.
-
Power Generation: Critical for managing steam and cooling water circuits in power plants, providing operational reliability.
-
Chemical Processing: Our gate valves facilitate safe handling of various chemicals, offering solutions that prevent contamination and ensure secure transfer.
Advantages of Our Gate Valves
-
Robust Construction: Built to last with high-quality materials, our gate valves are engineered to perform effectively in high-pressure and high-temperature environments.
-
Precision Engineering: Adhering to globally recognized standards ensures that our valves fit perfectly and function as intended, minimizing operational risks.
-
Maintenance-Friendly: Designed for easy maintenance, our gate valves enable quick inspections and repairs, contributing to reduced downtime and operational efficiency.
-
Adaptability: The versatility of our gate valves allows for use across different sectors, accommodating a variety of fluids and conditions.
Conclusion
Our gate valves represent the pinnacle of quality and reliability, engineered to meet the highest standards of performance in fluid control applications. Adhering to API 600, ASME B16.10, ASME B16.5, and API 598 standards ensures that our products continue to perform under challenging conditions while providing peace of mind to our users. Whether for oil and gas operations or water treatment facilities, our gate valves are engineered to uphold safety, efficiency, and durability, making them a trusted choice for your fluid control needs.